
FDRILL--Making holes in sheet metal and tube
Thermal Drilling
Making holes in sheet metal and tube in a very different way...
Words by Michael Chan
The Fdrill and its accessories allow the making of high-strength holes in sheet metal or light gauge tube, with a bush formed as the hole is created. This bush can then be tapped, or the built-up material used to form a bearing or strengthen a fastening.
When you drill a hole, you remove material from the work - the metal that was once where the hole now is ends up as swarf on the ground. But wouldn't it sometimes be better if that metal was retained around the hole, giving the hole greater strength and providing enough metal to allow the formation of a bush which could be tapped or act as a bearing? That's exactly what the Fdrill does - it makes holes without removing any material.
The Fdrill and How it Works
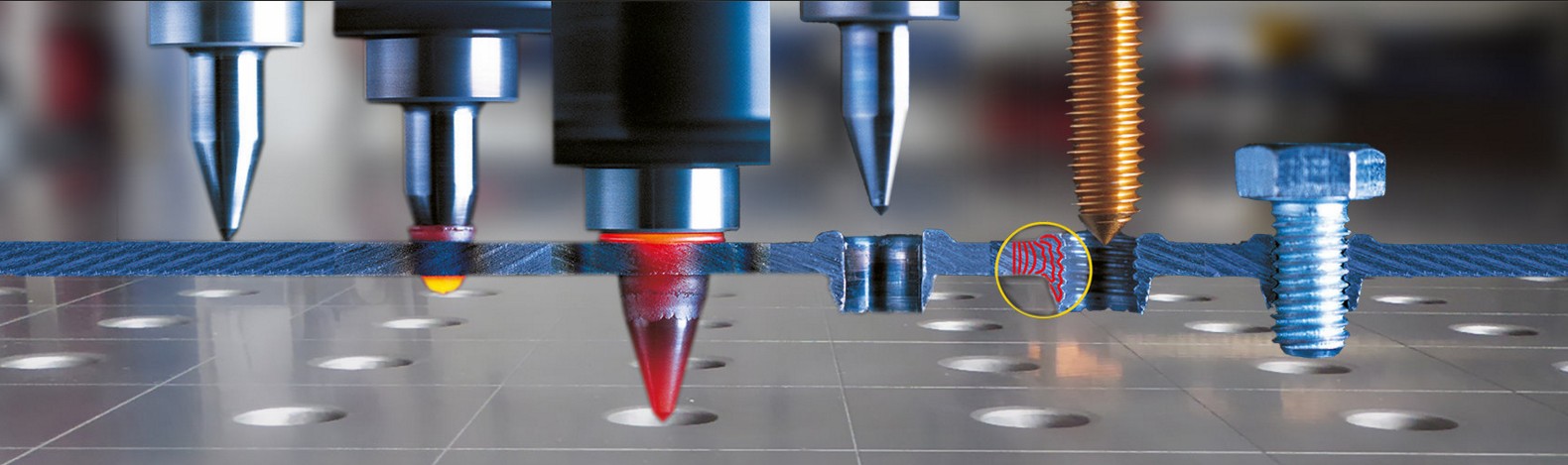
The Fdrill is a thermal drilling and bush-forming tool that attaches to the chuck of any high-powered drill-press. The drill bit comprises a special tool holder, top collar, cylindrical shaft, leading taper and an extra-hard tungsten carbide tip. Rotating the tip at high speed under high axial load (ie the drill-bit being strongly pushed towards the workpiece) generates frictional heat. The temperature of the tip rapidly climbs to around 650-750 degrees C, while the focal area of metal reaches around 600 degrees C. This heat softens a small section of the metal's structure and allows the Fdrill to penetrate the workpiece. There is absolutely no cutting involved during the creation of the hole.
Unlike a conventional drill, the strength of the work piece is not compromised by the removal of material. Instead, the heated material flows away from its original position to form a 360-degree bush around the periphery of the hole. During initial stages of the Fdrill process, the heated material rises against the tool's leading taper but once the surface is completely penetrated, the bulk of the displaced material flows to the underside of the hole. This underside bush usually projects downwards by three times the thickness of the material, while the raised collar sits only slightly above the surface. Note that this collar can be left in place or milled flush to the surface (more on this shortly).
Fdrill Capacities
The Fdrill can be used on many commonly found automotive materials. It is approved for use on most non-ferrous metals, most aluminium, mild steel (up to 700N/mm strength), stainless steel, copper and brass. Some Fdrills can penetrate through metals up to 11 millimetres thick. However (as shown on this graph), hole diameter has an inverse effect on the maximum material thickness which can be drilled (ie a larger Fdrill diameter means reduced material thickness capacity). The Fdrill is available in various diameters, with different models forming holes from 1.4 to 50mm in diameter. Each drill has a typical working life of over 10,000 operations.
Fdrills cannot be used with just any drilling machine - it's important to ensure the drill is capable of the power, rpm and feed rate required to form a given hole. A hand drill can only manage holes up to around 7mm diameter; larger holes require the services of a fixed drilling press. Drill shaft speed must also be accurately controlled - large diameter holes should be formed at around 1000-2000 rpm, while a 2mm hole can be formed at anywhere between 3500 to 6000 rpm.

Fdrill Types
There are several Fdrill shapes to choose from. The Long Fdrill has a long parallel-sided body that extends behind the leading taper. This produces a long cylindrical bush and a rolled collar on top of the working surface. The Short Fdrill has short parallel sides behind the leading taper. This serves to form a conical bushing with a rolled topside collar. A Short Special Fdrill is also available. This has shorter than usual parallel side and leading taper lengths to allow clearance in situations where there is limited penetration distance (such as inside a small diameter tube).
There are three options for each Fdrill shape. The Flat Fdrill eliminates the aforementioned raised top collar in favour of a flush surface finish. A milling cutter integrated into the tool shaft removes this volume of material. The Rem Fdrill option uses two small cutting flutes located in the tip. This is useful for reducing the amount of axial force required to form a hole (which increases the likelihood of being able to drill be hand). Lastly, the Flat Rem is a combination of the previous two options. This teams the advantages of the tip cutting flutes and shank milling cutters.
Note that Fdrill also sells lubrication paste and fluid. A small amount added to the Fdrill while it's still running, directly after operation, can help prevent material adhering to the carbide tip. Application of lubricant or cooling fluid during Fdrill operation only reduces its frictional efficiency.
Ftapping a Thread
Once a bushed hole has been formed in a workpiece, it's quite likely that you'll want to tap a thread into it. This can be done using conventional cutting taps or - preferably - with a cold-form Flowtap. Ftapping is very similar to the Fdrill process, except the helical cut tip requires significantly less drill speed (and therefore develops less heat!).
Again - because this process does not involve removal of material - Ftapping results in maximum thread wall strength. Other advantages include quick tapping speed, reduced chance of pitch errors and no straying material (which is handy if you're tapping into something that's sealed). A large range of thread sizes is available. These come in metric, BSB and US thread types.
Uses for the Fdrill and Flowtap
Fdrilling and Ftapping have many applications in an automotive environment. This includes making threaded connections (with or without a raised collar on the top) and giving positive location to a tube for brazing or soldering. The Fdrill is also claimed to be suitable for forming bearings for light-load shafts.
Fdrilling is fast, gives no mess, maintains maximum material strength and the tools are very durable. The Flowtap method of creating a thread maintains maximum thread wall strength and eliminates loose material. It is also a very durable tool.
Note that the RRP for Fdrill appliances vary hugely. Fdrill tools range from US$76 to $707 each, depending on the selected size and type. Flowtap tools range from around US$10 to $100. These prices may seem considerable but - remember - each component is apparently good for over 10,000 operations in mild steel.
Indeed, the Fdrill is the non-cutting(!) edge in hole and thread forming.